- Company overview The heart of SMC Vision & Philsophy Partnership Certifications Company culture
- Our service Design and Engineering Maintenance and Service Examine Production Line Upgrade and Transformation Storage and Logistics Processing, Trading and Distributor
- Management Our history Global responsibility Info Center
- Procurement center Internship
- Metal Steel Products Stainless Steel Products Aluminum Products Copper Products Galvanized Steel and PPGI Special Alloy Building Material
- Containers ISO Standard Container Equipment Container Storage Container Refrigerated/Reefer Container Offshore Container Container House Tank Container Container Fittings Container Trailer
- Gas Cylinder & Fire Extinguisher Cryogenic Liquid Cylinder Oxygen Gas Cylinder Storage Tank CNG Gas Cylinder LPG Gas Cylinder Hydrogen Gas Cylinder Nitrogen Gas Cylinder Industry Gas Cylinder Fire Extinguisher
- Metal Machinery Forming Machine Cutting Machine Processing Machine Bending Machine Block Machine Other Machinery Motor Spare Parts
- Mechanical Products Miscellany Mooring Equipment Marine Equipment Vehicle Industry Pressure Vessel Conveyor Belt Laser Equipment Bearing
- Electrical System Power Distribution Automation Electrical Cable Solar Power System Electric Protection System Transformer Production Line Lighting System
- Project Plastic Pipes and Pipe Fittings Fiberglass Reinforced Plastic Pontoon System
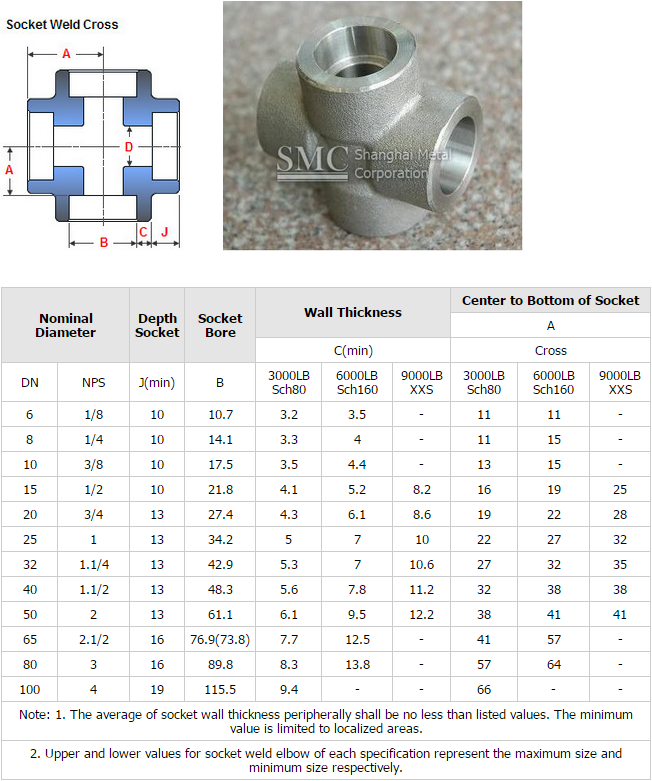
Stainless Steel Socket Weld Cross


Material: 304, 304L, 321, etc.
Standard: ASME, MSS, HG, DIN, JIS, GB
Pressure: 3000#, 6000#, 9000#
Specifications of Stainless Steel Socket Weld Cross:
1. Size: 1/8 inch - 4 inch; DN6-DN100
2. Pressure: 3000#, 6000#, 9000#
3. Standard: GB/T14383-2008
SH/T3410-1996(DN=10-80mm SCH80, sCH160)
HG/T21634-1998
ASME B16.11-2005
BS3799-1974
JIS B2316-2007
4. Manufacture process: Forging or machining
5. Material: 304-304H-304L-304N-304LN 316-316H-316L-316N-316LN 321-321H-347-347H
Parameter of Stainless Steel Socket Weld Cross:
Package of Stainless Steel Pipe Fitting:
The stainless steel pipe fitting products are packed according to the international standards and regulations as well as to customer's requests. We would take great care to avoid any damage during storage or transportation of the stainless steel flanges.
Application of Stainless Steel Socket Weld Cross:
1. SW Fittings are family of high pressure fittings are used in various industrial processes.
2. They are used for lines conveying flammable, toxic or expensive material where no leakage can be permitted, and for steam 300 to 600 PSI.
3. They are used only in conjunction with ASME Pipe and are available in the same size range.
4. They are used in areas where pipe-work is permanent and are designed to provide good flow characteristics.
5. They are produced to several ASTM standards and are manufactured in accordance with ASME B16.11. The B16.11 standard covers pressure-temperature ratings, dimensions, tolerances, marking, and material requirements for forged carbon and alloy steel. Acceptable material forms are forgings, bars, seamless pipe, and seamless tubes which conform to the fittings chemical compositions, melting practices, and mechanical property requirements of ASTM A105, A182, or A350.
6. They are available in three pressure ratings: 3000lbs, 6000lbs and 9000lbs.
Feature of Stainless Steel Socket Weld Cross:
1. The pipe need not be beveled for weld preparation.
2. Temporary tack welding is no needed for alignment, because in principle the fitting ensures proper alignment.
3. The weld metal can not penetrate into the bore of the pipe.
4. They can be used in place of threaded fittings, so the risk of leakage is much smaller.
5. Radiography is not practical on the fillet weld; therefore correct fitting and welding is crucial. The fillet weld may be inspected by surface examination, magnetic particle (MP), or liquid penetrant (PT) examination methods.
6. Construction costs are lower than with butt-welded joints due to the lack of exacting fit-up requirements and elimination of special machining for butt weld end preparation.


here
for
price
